
イトーキ、滋賀・近江八幡のチェア工場をリニューアル
人と開発が育つ「ITOKI DESIGN HOUSE SHIGA」へ進化
2026年1月23日(金)には、発表会を開催

イトーキは、滋賀県近江八幡市にある滋賀工場内のチェア工場オフィスを全面改修し、「ITOKI DESIGN HOUSE SHIGA」としてリニューアルオープンしました。
同拠点は、データ活用とデザインを掛け合わせ、開発の質とスピード向上、エンゲージメント向上、採用力強化につなげる共創型のモノづくり拠点だといいます。人や空間の使われ方をデータで捉え、改善を重ねる仕組みを取り入れることで、開発力と人材価値を継続的に高める工場オフィスモデルを構築。また、法人向けの工場・オフィス見学も受け入れ、製造業における働く環境のアップデートにも貢献していくとしています。
発表会を開催
2026年1月23日(金)には、滋賀県近江八幡市の滋賀工場で発表会を開催しました。


発表会は以下の三部形式。
第一部 挨拶&チェア工場リニューアルプレゼンテーション
第二部 SHIGAプレゼンテーション
第三部 ITOKI DESIGN HOUSE SHIGA 見学ツアー
SHIGA製造工場ツアー
第一部 挨拶&チェア工場リニューアルプレゼンテーション
第一部の挨拶&チェア工場リニューアルプレゼンテーションでは、冒頭、
ゲストとして
滋賀県商工観光労働部次長 宮田善弘氏
近江八幡市長小西理氏
新ワークチェア「SHIGA」をデザインしたプロダクトデザイナー 柴田文江氏
が紹介されました。
湊社長が代表挨拶
代表挨拶を同社代表取締役社長の湊宏司氏が行い
「オフィス事業は絶好調です。コロナのビフォー・アフター、特にアフターで毎年2桁成長をしております。オフィスのあり方が大きく変わっているのですが、そのなかでもいま第3の波が来ていると思います。第1の波は在宅勤務をコロナの時にやりました。社員は在宅にしたいのですが経営者としては出社してほしい。だから行きたくなるようなオフィスをつくってほしい、というのが第1の波でこれは今も続いています。第2の波というものが出てきて、これは、オフィスは投資、しかも人的資本投資で、いいオフィスをつくると社員の気持ちが盛り上げるとか離職率が下がる。特に一番重要なのが採用に効くというところです。第2の波というのはどちらかというと採用に困っているという意味では大都市より地方都市であったりするので、今年ぐらいから地方都市の案件が増えています。
工場における働き方という第3の波
いま、第3の波というものが来ていて、これは第1の波と第2の波の派生形ではあるのですが、工場における働き方です。工場は都市の真ん中にあるのではないのでより採用に関して難しい。あるいは第1の波という観点でみると、本社はきれいにしました。工場はそのまま放っておいたという流れ、サイクルが起きていて、工場の働き方、例えばイトーキは『明日の「働く」を、デザインする。』というけれどもイトーキの工場はどうなっているの?後ほど工場長の野口から説明させていただきますが、当社のエンゲージメントのスコアが全社で82%あります。この82%というのはかなり高い。イトーキで働くことに誇りをもっていますかという問いに5人に4人がイエスと答えている。だいたい営業部門が良くて生産部門が良くないというパターンがおそらくほとんどの製造業だと思うのですが、当社は製造部門、生産本部の方がこのスコアが高いのです。なので、現在ご見学者に色々とご見学いただいているところです。
第2の波でお話しましたけれどまさに近江八幡市の小西市長にお越しいただいておりますが、近江八幡市役所、去年の12月に竣工を迎え現在オープンしているのですが、まあそれは活気があるド派手な市役所ができて私共も喜んでおります。第3の波ということで私たちの工場も満を持してリノベーションをかけておりますのでこちらもご期待ください。

メイドイン滋賀であるSHIGAの開発秘話も
もう一つ先ほど申し上げたオフィス事業が絶好調という枠組みのなかで、人間性や居心地の良さもテーマの一つになっております。そういったなかで我々もバーテブラ03という大ヒット商品なのですが、柴田文江さんにデザインしていただいた商品です。今回そちらの上位モデルを同じく柴田文江さんにデザインしていただきました。今日はそちらの発表会もかねております。こちらの椅子がメイドイン近江八幡、メイドイン滋賀ですので、その名も「SHIGA」という名前を付け、商品タグをつけて送り出すことになっております。そちらの秘話も色々とお話しする予定ですのでことらの方もよろしくお願いいたします。
工場の内覧も是非ご期待ください。当社の日本橋本社にお越しいただいた方、日本橋本社すごいぞという印象をいただいていると思うのですが、日本橋本社よりすごい工場をつくりましたので色々とお楽しみいただければと思います」などと述べました。
滋賀県商工観光労働部次長 宮田善弘氏が挨拶
続いて滋賀県庁からの挨拶として公務のため欠席となった滋賀県知事三日月大造氏に代わり、
滋賀県商工観光労働部次長 宮田善弘氏が行いました。

宮田氏は
「イトーキ様には本当に日頃からお世話になります。こういう機会に私ご一緒させていただくことで本当に嬉しくありがたく感じております。本来でしたら三日月知事が参りまして皆様にお祝いの言葉を申し上げるところですが、どうしても公務の都合で出席さえていただくことができませんのでビデオメッセージを預かってまいりましたので、是非ご覧いただければと思います」と述べ、三日月知事のメッセージを放映しました。
滋賀県知事三日月大造氏のメッセージは以下のとおりです。
滋賀県知事三日月大造氏のメッセージ

「皆さんこんにちは滋賀県知事の三日月大造です。本日は日頃お世話になっている株式会社イトーキ様の新しい工場のリニューアル式典が開催されるということで本来であれば出席したかったのですが、叶わず、ビデオでメッセージを送らせていただきます。湊社長様はじめ皆様には大変お世話になっておりますこと心から感謝申し上げます。皆さんと一緒に滋賀でものづくりができますこと大変誇りに思っているところでございます。とりわけ出勤したくなるオフィスや工場をつくろうというこういうコンセプトのもと様々な挑戦をされ、新しい工場をリニューアルされたこと大変喜ばしく思っております。全国各地の色々な工場やオフィスのモデルになればと期待しているところであります。また、この機に合わせまして新しい製品SHIGAという名前を冠したイス、チェアを開発、発表していただくということでこのことにも御礼を申し上げたいと思います。座りたくなる、また、働きたくなるそういう職場づくりを一緒に進めていければと思います。ベトナムから来られる方々を積極的に雇用され一緒に働いてくださっているということや地域の中小企業の皆様との様々な連携、お取引いただいていることもとても心強く思っているところであります。滋賀県では令和10年4月開校予定で、滋賀に無かった高等専門学校、高専を開設させていただきますので、様々なものづくり人財をまたイトーキ様と一緒に育てていければと考えているところでございます。今回のリニューアル式典を機にさらにイトーキ様が発展なさいますことをご祈念申し上げますとともに今後ともよろしくお力添えをいたただくことをお願い申し上げまして、はなはだ簡単ですが私のお祝いのメッセージとさせていただきます。誠におめでとうございます」
宮田氏はさらに
「滋賀県としてもこれから引き続き御社と一緒に様々なことにチャレンジしてまいりたいと思います」などと述べました。
近江八幡市長小西理氏が来賓挨拶

同じく来賓挨拶を
近江八幡市長小西理氏が行い
「本日は新しいITOKI DESIGN HOUSE SHIGA、デザインチェアSHIGAのお披露目誠におめでとうございます。私共はこういうものが市内にあるということが嬉しくもあるし、とても誇りに思わせていただいております。従業員の方の満足度も非常に高いということも非常に嬉しく思います。こういう工場が立地できて我々自治体としては非常に冥利に尽きると思っております。湊社長のお話にもありましたように当市の市役所をこの1月5日にオフィスの方も仮竣工させていただきました。実はイトーキ様にはものすごくお世話になっておりまして、5年程前から我々の庁舎の計画のなかに働き方をどのようにしていくか、自治体にどういうオフィスにするのがいいのかということを、私共若手職員のグループをつくりまして色々と検討させていただくなかで当初からイトーキ様の方に色々とアドバイスをいただきながら一緒に検討、研究をさせていただきました。そのなかで、我々行政というものは古臭い組織なもので、こういう新しいものに降れることがなかなかなかったのですが、我々50過ぎている人間はピンと来ないので若手中心で一緒にやらせていただいて100人以上が大阪のオフィスに行かせていただいたと思いますし、私共も議員の先生方を含めまして東京のオフィスも見させていただいて、新しい時代のオフィス、日本国中どこにも負けないような、行政に無いようなものを考えようということで頑張っていただいて、たくさんのデザイナーの皆さんにも参加していただいたときいております。新しい今のオフィスに私共も満足し、たぶん従業員の皆様も満足していただいていると思います。はじめてまだ2,3週間ですがうまくコミュニケーションが取れるようになってきたなというふうに思っております。色々と席を変えながらフリーアドレス、グループアドレスでやらせていただき、イトーキ様の新しいアイデアをいただきながら新しいものを生み出せたらというふうに思っております。早速今月に入りまして視察に来ていただきまして、ほんとうに嬉しく思っております。この枠が広がっていけばいいかなと思っております。他にも様々な分野でこれから私共街づくりをしていく段階でありますので、単にオフィスのなかに限らず、我々もほかにもコミュニティセンターですとか図書館など色々なものを抱えております。また、外の空間というのもこれから湊社長の方からおっしゃっていただいたように街をどういうふうにデザインしていくこともあろうかと思います。そういう意味でも末永くイトーキ様と共に歩めるように進めさせていただけたらと思います。私共としては今回のお披露目は心から嬉しく思いますとともに、実はびっくりする、いままでのものより何百倍すごいのだと聞いておりましてこれから見せていただくのを本当に楽しみにしております。」と述べました。
関西工場工場長 野口猛氏が滋賀工場について説明
続いて
滋賀工場について
関西工場工場長 野口猛氏が行いました。
滋賀工場の敷地面積は10万㎡、従業員数521名で今回はそのなかのチェア工場を改装したといいます。
生産本部の2025年エンゲージメントスコアは、2022年の50.8%に対して81.6%になったとしました。
そのための活動として以下のことに取り組んだといいます。
工場イベントとして「ファミリーデイin滋賀」「OUR PLACE SHIGA」など。
情報発信として「工場アンバサダー」「扇のカナメ」シリーズも紹介。
工場アンバサダーは公募で自ら手を挙げた同工場を盛り上げる、従業員満足度をさらに上げていこうとする活動をするグループだといいます。
工場アンバサダーの活動としては、「見学者通路の整備」「ノベルティグッズの立案」「通勤バスを広告塔へ」「工場間異動カートの購入」「キャラクターグッズ制作」「(管理者の)選挙(風)ポスター企画」などを挙げそれぞれの説明を行いました。
また、ファシリティ向上として「一体感を作り出す取り組み」「リラックスできる環境づくり」なども紹介しました。
これらにより技能職応募数が4倍に伸長、離職率は半減、など人材活用の取り組みや、環境改善の効果が着実に表れているとし、また、工場オフィス見直しの需要値として、滋賀工場見学者数の増加によるES/CS担当者の増員についても言及
工場見学者顧客アンケートコメントや工場見学社内アンケートコメントなどを紹介。これについては従業員全員で共有しているとしました。
また、工場見学を以下の4つの観点で行っているといいます。
リニューアルの狙い
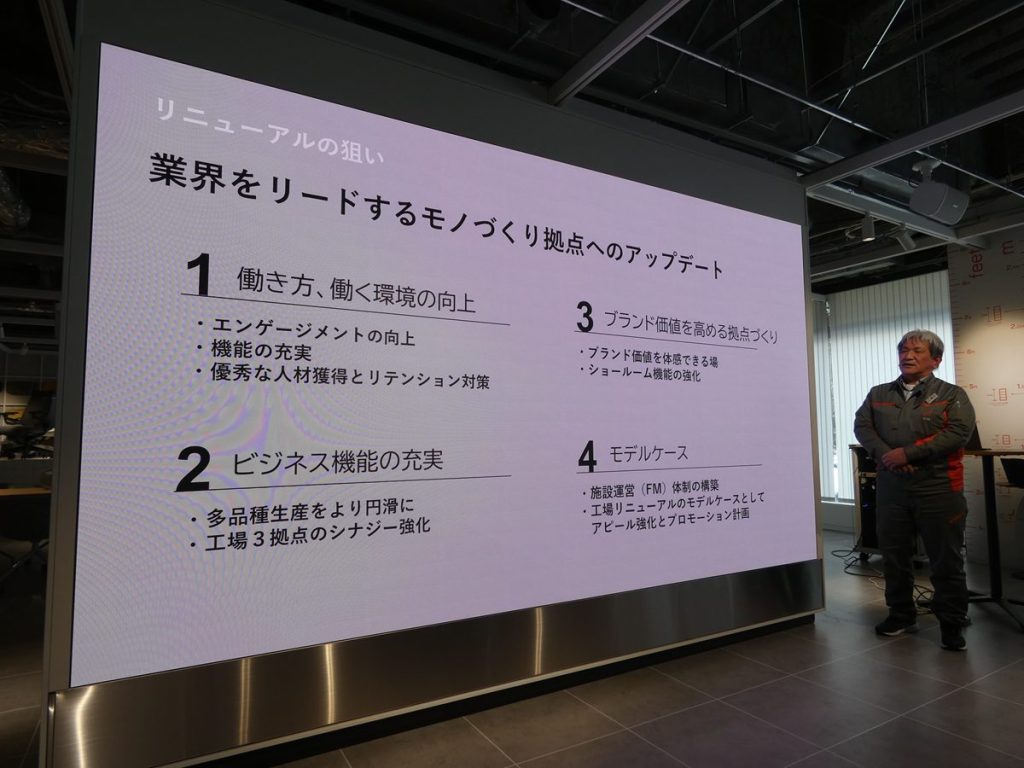
業界をリードするモノづくり拠点へのアップデート
1 働き方、働く環境の向上
・エンゲージメントの向上 ・機能の充実 ・優秀な人材獲得とリテンション対策
2 ビジネス機能の充実
・多品種生産をより円滑に ・工場3拠点のシナジー強化
3 ブランド価値を高める拠点づくり
・ブランド価値を体感できる場 ・ショールーム機能の強化
4 モデルケース
・施設運営(FM)体制の構築 ・工場リニューアルのモデルケースとして アピール強化とプロモーション計画
などとしました。
「チェア工場リニューアルプロジェクトについて」の説明
続いて
「チェア工場リニューアルプロジェクトについて」の説明を同プロジェクトの中心となった
生産本部第1開発設計部チェア第2開発設計室室長 近藤駿介氏が行いどのような活動をしてどのようなコンセプトをつくりあげたかについて述べました。
同プロジェクトは2023年末からスタート。工場のメンバー、プロジェクト管理のメンバー、空間デザイナー、これら社内のメンバー総勢約20名が携わっているといいます。
ミッションは「業界をリードするモノづくり拠点 イトーキ技術の集約された一丸的なモノづくり拠点の整備」
ミッションは
「業界をリードするモノづくり拠点 イトーキ技術の集約された一丸的なモノづくり拠点の整備」だといいます。
Missionへのアプローチとして
Forecast 現状の声とプロセスを把握
Backcast ありたい姿から逆算
という2つの視点から、新たなワークプレイス像を策定したといいます
検討の起点となった問いを
•開発拠点の創造性をどう高めるか?
•他社にない価値を生むにはどんな場が必要か?
•今の延長ではなく、未来から逆算する設計へ
としたといいます。
Forecast (現状の課題)においては従業員アンケート調査を実施
毎日出社している人の割合は97.8%で生産活動という管理された業務の中でも 柔軟に働きたいというニーズがある
一人での活動のニーズが高い一方で、課や室などチームで調整・意思決定しながらの業務が多く、 チームでまとまりたいニーズも存在する。
また
活動の抽出による分類と課題を
部門を超えたコミュニケーションの活性化と、
これまでにない働き方と環境の重要性が高まったとして
1メンバーのコミュニケーションの活性化
チームワーク(オフィス内)
情報共有(現場メンバー含めて)
業務効率・スピードアップ
2 仕事だけではない空間
オンオフの切り替え
3 モノを収納し、取り出しやすく
モノが多い、散らかりやすい
4 ラボスペースをつくりたい
ものづくりに没頭できる場所
創造性/開発スピード
5 業務に合わせた場所の選択
様々な業務も固定席で行っている
6 学びにつながるスペース
現場の人が自主的にきて情報を得ることができる
また、連れてきて説明につかえる
Backcast(ありたい姿):トップインタビュー
トップの意向を理解し、浸透する
ES(従業員満足度)向上
・社員を大切にする姿勢を表現
・美しく散らかして使える場所
・スキルアップを促す前向きな環境
付加価値
・単一商品を扱う高いポテンシャルを表現
・モノを中心としたコミュニケーション
・開発、製造、品証の一体化
・外の意見やトレンドを取り入れる
プロモーション
・技術力を見せる
・開発秘話を見せる
・真摯なモノづくりの姿勢を伝える
ES向上と付加価値向上を体現することによりプロモーションにつなげる
Backcast(ありたい姿):ワークショップ
モノづくり拠点としてのあるべき姿を語りつくす
開発プロセス整理
製品開発のプロセスを改めてメンバーで確認。社内拠点を跨ぎ社内外(デザイナーやサプライヤー)とのコラボレーションによる価値創造をしている。
事例見学、分析
顧客オフィス、大学ラボ、企業ショールームなど6箇所の見学を通して、開発のあるべき姿とオフィスを検討。
エルゴノミクス研究や技術などの価値の発信によって更に新しい価値を呼び込むオフィスにする。
新しい技術と培ってきた力を組み合わせて、新たな価値創造する
などとしました。
目指す工場の姿 まとめ
最後にまとめとして
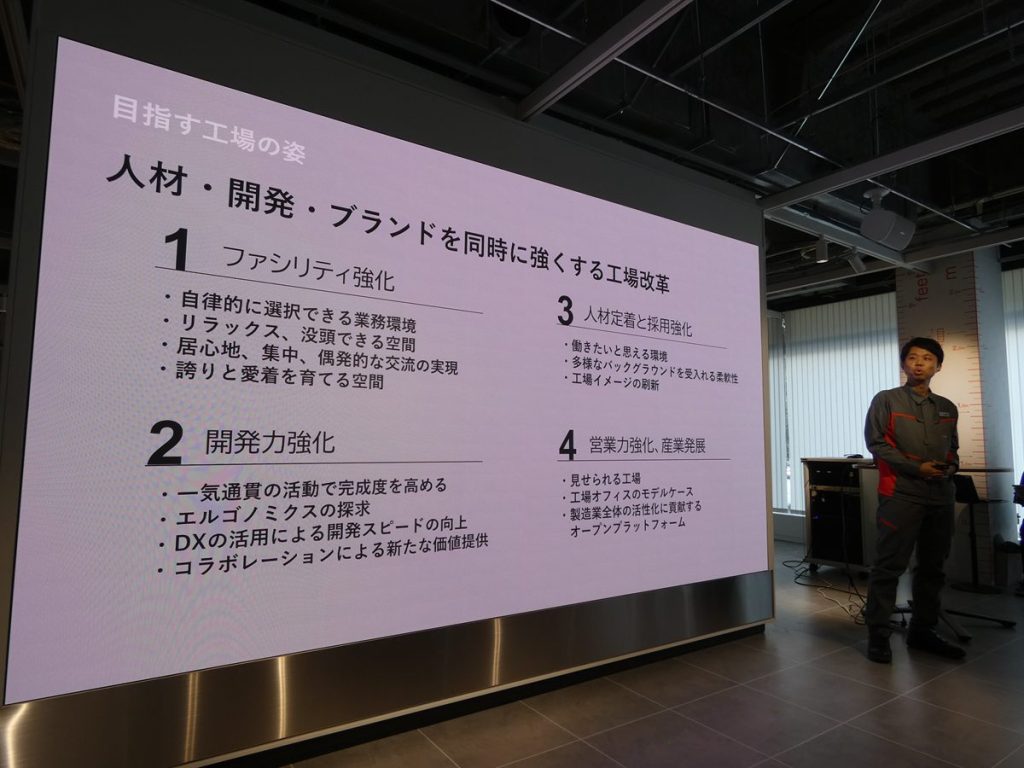
目指す工場の姿
人材・開発・ブランドを同時に強くする工場改革
1 ファシリティ強化
・自律的に選択できる業務環境
・リラックス、没頭できる空間
・居心地、集中、偶発的な交流の実現
・誇りと愛着を育てる空間
2 開発力強化
・一気通貫の活動で完成度を高める
・エルゴノミクスの探求
・DXの活用による開発スピードの向上
・コラボレーションによる新たな価値提供
3 人材定着と採用強化
・働きたいと思える環境
・多様なバックグラウンドを受入れる柔軟性
・工場イメージの刷新
4 営業力強化、産業発展
・見せられる工場
・工場オフィスのモデルケース
・製造業全体の活性化に貢献するオープンプラットフォーム
としました。
リニューアルコンセプトは「共創」

これまでのことで紡ぎだしてきたリニューアルコンセプトは「共創」だといいます。
社内外のパートナーが混ざり合い共創する開かれたモノづくり拠点
領域を越えて知が集積する
人と情報が交わる開かれた現場
学びと検証の循環する環境
共創を生む訪れたくなる拠点
価値を伝える“魅せる”ものづくり
だとしました。
「空間づくりの思想とデザインについて」
続いて、このコンセプトを実現するためにどのようなデザインを行い空間に落とし込んだのかを
「空間づくりの思想とデザインについて」として
ワークスタイルデザイン本部第3PM室室長 明山紀行氏
ワークスタイルデザイン本部第1デザインセンター 松木陸氏
が説明を行いました。
コンセプトの実現
明山氏はコンセプトの実現として
Data×Design データとデザインを掛け合わせたオフィスデザインを挙げ
Data
・人の動き、利用状況といった行動データを可視化
・意識、コンディションなどパフォーマンスデータを可視化
・データに基づく改善サイクル、開発効率を継続的にアップデート
Design
・工場のイメージを刷新
・技術、開発力などブランド価値を感じさせるデザイン
・地域に根差した工場の地域素材を活かしたデザイン
データとデザインで進化し続けるモノづくり拠点
としました。

データの活用
働く行動、活動のデータを収集し、パフォーマンスデータと組み合わせ分析することで、課題、ニーズ、コンディションを可視化し継続的な改善につなげる
このPDCAを回していくとしました。
フロア構成
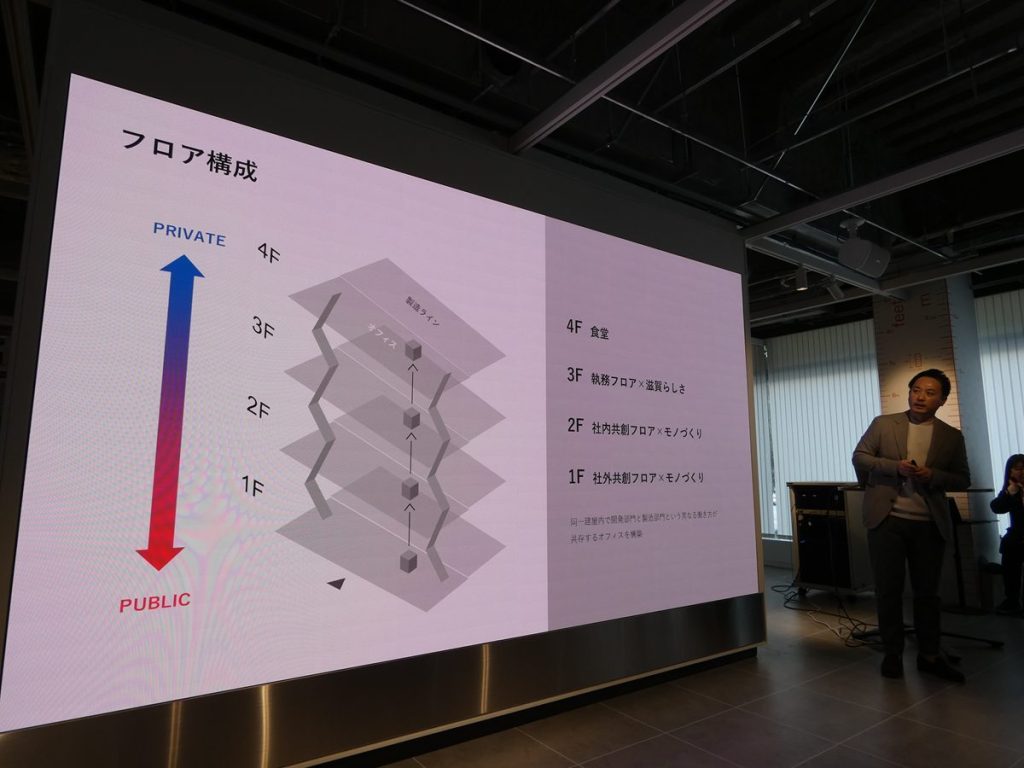
フロア構成については、
下から上に行くにつれてPUBLICからPRIVATEへ
4F 食堂
3F 執務フロア×滋賀らしさ
2F 社内共創フロア×モノづくり
1F 社外共創フロア×モノづくり
同一建屋内で開発部門と製造部門という異なる働き方が共存するオフィスだとし
続いて
松木氏が各フロアをデザインを含め紹介しました。

1階 イトーキのモノづくりを社会へと開くフロア(各フロアの画像は見学ツアーの際の画像を使用しています)
共創エリア(社外)
サプライヤーや外部デザイナーと対話を重ね、共創やコワーキング、来客対応にも活用する場

Design
モノづくり=スケール感× モノトーン
スケール感を意識した床壁天井のグリッド
試験室がみられる小窓でモノづくりの背景や思想を伝え、共創を促す
チェア端材の樹脂を溶解して制作したスツール
製品の安全性を強調
レガシーを展示
日常の中でスケール感を意識
展示を介した対話を生み、新たな関係性を育てる
2階 人が集い、発想が具体へと進んでいくフロア

2階は、社内の共創エリア、開発ラボ、エルゴノミクスラボ、スタジオの4つのエリアで構成されるといいます。
開発ラボ
開発ラボはモデル検証から量産検討までを、プロジェクト単位で進める開発の場
エルゴノミクスラボ(これは明山氏が説明)

姿勢の研究
モーションキャプチャーによる姿勢計測
表面筋電位測定
姿勢計測結果
筋骨格シミュレーション
などを通じて
・ 着座姿勢と生体情報の計測
・ 負担の少ない執務姿勢の探求
を行う
座り心地の研究
シートトレーサーによる着座面計測
着座面計測結果
着座面試作
体圧測定・心地確認
などを通じて
・ 着座面の形状の測定
・ 製品形状へフィードバック
・ ヒアリング・評価
などを行うといいます。
スタジオでは
MRを活用して東京(企画)と滋賀(設計・生産)を常時接続し、分業にとどまらない共創型の開発により、品質と開発効率の両立を図るとしました。

Design
モノづくり=スケール感× モノトーン
日常の中でスケール感を意識
社内共創を意識したコーポレートカラーのアクセントカラーなどで立場や距離を越え、思考の交わりを促すといいます
Design
モノづくり=スケール感× モノトーン
フレキシブルなレイアウト変更を可能とするリーラーコンセント(天井から電源をとる)
プロジェクト単位でエリアを棲み分けるなどにより試行錯誤を重ね、アイデアを具体化す るなどとしました
3階 日々の業務に向き合い、思考を深めるフロア

没頭エリア
管理された日常から一歩離れ、思考を巡らせながらリラックスできる場
(集中とは違う。集中は独りで単純作業をすることであり、没頭とは一人や少人数でアイデアを紡いだり深めたりするということと定義)

執務エリア
12人単位のグループアドレスによる、日常の業務を支えるワークスペース
検証エリア
チェアを囲み、多角的な視点で生産工程を検証する場

ストックエリア
不良部品の検品・検証・保管を行い、改善へとつなげるスペース
を紹介しました
地域の素材(の使用)
琵琶湖の葦
ヨシは琵琶湖の生態系や水質を支える重要な植物だが、刈り取られたヨシの活用先が減少し、適切な管理とヨシ原の維持が課題となっている。
近江八幡の花崗岩
信楽焼の原料ともなる花崗岩は、風化によって脆く柔らかくなり、豪雨時には地盤が崩れやすいため、土砂崩れの一因として課題となっている。
地域課題となる素材をデザインを通して需要を作り、“三方よし”のデザインを実現

Design(執務エリア)
滋賀らしさ=地域課題× 琵琶湖流域の情景
ドライフラワー化したヨシ
茅葺制作で余ったヨシの穂先をインサートさせた天板
近江八幡のヨシ・稲わら・ススキの3種で構成した茅葺
地域素材の気配の中で、業務に静かに向き合う
Design(執務エリア)
滋賀らしさ=地域課題× 琵琶湖流域の情景
流域の下流を意識した小さく丸みのある石
信楽焼の元となる花崗岩をインサートさせた天板
信楽焼の鉢
Design(検証エリア、没頭エリア)
滋賀らしさ=地域課題× 琵琶湖流域の情景
西の湖に自生するヨシの穂先の向きに設置したドライフラワー化したヨシ
制服の切り替えのタイミングで廃棄予定となった制服で作ったアートパネル
縦糸にチェア張地の端材で作った糸横糸にヨシで作った糸を使ったオリジナルファブリック
植栽に囲まれ、思考を落ち着かせて深める

Design(没頭エリア、没頭エリア)
滋賀らしさ=地域課題× 琵琶湖流域の情景
調光調色&首振り照明・スピーカー・サーキュレーターを制御して限りなく自然環境を表現
信楽焼の元となる花崗岩をインサートさせた天板
流域の上流を意識した大ぶりでゴツゴツした花崗岩
また、3階ではITOKI SENSE 2025を採り入れているといいます
ITOKI SENSE 2025とはイトーキの勧めるCMF
やわらぐGentle
ととのうHarmony
つむぐTimeless
はねるCuriosity
で、3階ではやわらぐとつむぐというトレンドを押さえたオフィスと工場を提案したとしています。
4階 働く日々を支える、休息と切り替えのフロア


喫食エリア
管理された業務から切り替え、休み時間を一人でも落ち着いて過ごせるよう、個で使いやすい席を充実させた場
イベントエリア
組合イベントやセミナーなど、複数人が集う用途に対応し、日常とは異なる交流や共有の場としても活用できるエリア
業務から離れ、心身を整える
としました。
最後に1階から3階までのBefore/after画像を掲示し今回のリニューアルの効果を示しました。
その後第1部に関する質疑応答が行われました。
第2部 SHIGAプレゼンテーション
続いて
第2部 SHIGAプレゼンテーションとして新ワークチェア「SHIGA」の紹介が行われました。

登壇者は
デザインスタジオエス代表 柴田文江氏
イトーキ 商品開発本部 開発企画室 岡本洋子氏
イトーキ 生産本部 第1開発設計部 チェア第2開発設計室 チームリーダー 横山剛士氏
SHIGAの製品紹介
はじめに岡本氏がSHIGAの製品紹介を行いました。
開発の背景についてーオフィス空間の多様化
この10年程でオフィスのデザインは著しく変化したといいます。当たり前に来る場所から来たくなる場所へとなるためにカフェやラウンジ、店舗のようなデザインになっているといいます。またそこで扱われる内装素材などもメンテナンス重視な均一的な素材から居心地が良いと感じられる有機的な素材の活用も増えてきているといいます。そういったオフィスの執務エリアのなかには空間を重視されるため空間に馴染むチェアが好まれる傾向にあるとしました。空間に馴染むチェアはタスクチェア以外のことが多く同社はそれに対応するため2019年にvertebra03を柴田文江氏と開発し、よく採用されているといいます。ただ、一方でオフィスの執務エリアではもう少し長く働けるチェアが欲しいという声が出てきたといいます。そこでvertebra03の空間に合わせやすいデザイン要素に長時間の執務でも可能な要素を併せたチェアの企画を立ち上げたとしています。
デザインは再び柴田氏に依頼。その際
1) オフィスの執務エリアに複数台並んでも
空間デザインにマッチすること
2) 執務時間が長くても快適に感じること
・アンクルムーブ・シンクロロッキング
・背もたれ高さ(vertebra03より高く)
・アジャスタブル肘が選べる
を要件として依頼したとしています。
また、
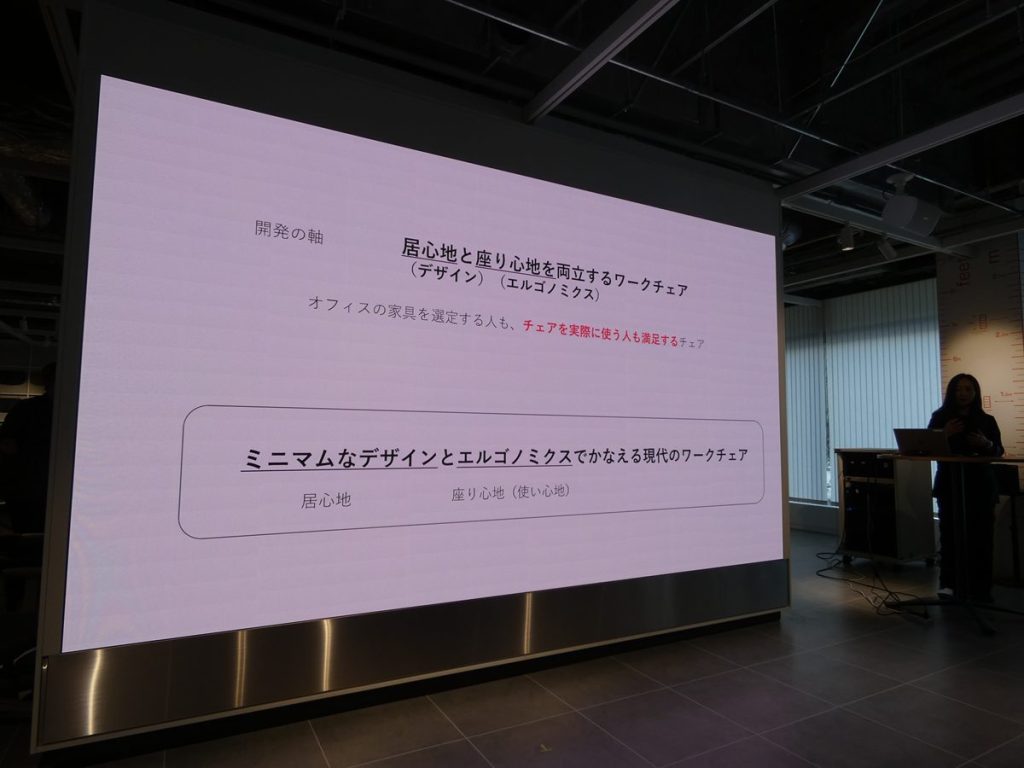
柴田氏に依頼すると同時に企画としては設計部門と開発の軸がぶれないように開発の言葉をつくっていったといいます。その言葉とは
「居心地(デザイン)と座り心地(エルゴノミクス)を両立するワークチェア」を合言葉に開発を進めたとしています。
今回のチェアに関しては動きや自分で操作をする機能をいれることを決めていたため見た目だけではなく気持ちの良い動きや操作感という使い心地の部分にも拘ったといいます。自分でオフィスの家具を選定する人も、チェアを実際に使う人も満足するチェアとして
キャッチコピーの
「ミニマムなデザインとエルゴノミクスでかなえる現代のワークチェア」
はこのような開発時の言葉を基に再構築したものだとしました。
SHIGA3つの特長
SHIGAの特長を3つ挙げるとすれば1つ目はデザインだといいます。
家庭で使用するチェアとしてはvertebra03がすでにあるとしてオフィスのなかで何十台並ぶところをターゲットに、複数台入れても空間に馴染むことがポイントだといいます。
2つ目は、一日仕事をしても快適に使えるというエルゴノミクスで、背にもたれたときの動きでタスクチェア王道のロッキング機構であるアンクルムーブ・シンクロロッキングを採用するも、最大後傾を従来の標準的な角度である20°から15°にし、その機構を入れることを前提に座面下のメカボックスを極限まで薄くしたとしました。
3つ目は使いやすさに関わるシンプルな操作性。今回のターゲットエリアとしてのオープンなオフィスでは不特定多数の人が座る可能性があり、初めて見た人にも簡単にわかる操作性を実現したといいます。
最後にSHIGAは、空間や使い方に合わせて自由に選んでもらうため見た目そのままにハイバック、ローバックという呼び方ではなくdouble、double/p、tripleという呼び方にし、また、特定の仕事をするという意味でのタスクチェアではなく、より広い意味でワークチェアと呼んでいるとしました。
背・脚・肘のバリエーションにより様々な働き方に対応できるようになっているとしました。
柴田文江氏がSHIGAのデザインストーリーを紹介
続いて
SHIGAのデザインストーリーをプロダクトデザイナーの柴田文江氏が紹介しました。

コードネームが製品名に
柴田氏は
「私は以前イトーキさんとvertebra03というイスをつくり、今回はSHIGAのデザインを担当することになりました。
デザインの前にSHIGAという名前は実はプロジェクトのコードネームだったのです。vertebra03をデザインしたときとこのSHIGAをデザインしたときに何度か工場を訪れ、ものづくりの遣り取りをするなかで、お世辞ではなく、本当にものづくりが素晴らしいと思いました。私はプロダクトデザイナーとしてのキャリアが30年くらいあるのですが、イトーキさんと仕事をしていて、ものをつくるときのストレスがほとんどないのです。というのは技術の人たちが非常に前向きにクリエイティブに、問題を解決して、できませんとかあまり言わずに挑戦しながら新しいものをつくっていく。ご存じかどうかはわかりませんが、日本のオフィスチェアって皆さん自社でつくられていると思っておられるかもしれませんが、全部が全部そういうわけではなく、イトーキはこの滋賀で、メイドインジャパン、メイドイン滋賀でものがつくれるということでコードネームをSHIGAというふうにつけることで、イトーキの技術とものづくりの叡智を全部集結したものをつくりたいと思い、コードネームをつけ、最終的には製品の名前となりました。
一方で色々な技術があるなかで私のなかでできるだけシンプなものをつくりたいという作戦があったのです。というのは先ほど湊社長もおっしゃっていましたが、イトーキは単にイスというプロダクトをつくるだけではなくで空間のデザインもして売る会社なので色々な空間、その場所その場所のロケーションによって、色々な設計士のデザインがあるのでシンプルでアクセプタブル(受け入れられる)なイスをつくるというのがもう1つの私の狙いで、色々なデザインの空間に合わせやすいということもあり、シンプルにつくるということは非常に難しくて、高い技術がないとつくれない。だけど、あの滋賀工場だったらつくれるだろうということで、できるだけシンプルなカタチでつくろうというふうに思いました。

空間に馴染むアクセプタブルなイス
企画から頂いた最初のオーダーはイトーキには、vertebra03があり、一方では「アクトチェア」というハイスペックなイスがあるのですが、この中間になるようなイスをつくりたいというオーダーがあり、色々考えましたところ十分な機能とエルゴノミックをかなえながら色々な空間に馴染むインテリア性の高いものをつくるということで最初に出したスケッチがこれです。
最初のものとは少し違うのですけれども当初からワークチェアの高さのところ、高いものが空間にバーッと並ぶ圧迫感をなくすために首のところを切り離しています。ワークチェアが並ぶとどうしても縦のラインが強調されてしまうのですが、横のラインを並べてゆったりと広々としたイメージをつくるようにラインを最初に考えました。
オーダーとしては最初はこの高さの、肘が可動する5本脚のキャスター付きだったのですが、企画の人たちと色々と相談するなかで、そこもイトーキのいいところなのですが、一外注のデザイナーである私が、こういう可動しないパイプイス、ミーティングチェアのようなものもつくりましょうというと、それはいいねということで、企画からまた考え直して3つのタイプをつくるのですね。これはすごいことなのです。この開発期間で3つのプロジェクトを進めるようなもので、こういう3つをつくる幸福とも有機的に対応していただいて最終的にはこのSHIGAは3つのタイプでデビューすることができました。
何気につくっていますが、横のラインを強調するということと、3段と2段の両方をつくりたかったので、(背の)ここを分割しているのです。首も分割しているし、背もたれも分割している。背もたれは保持しなくてはいけない堅牢性と心地という柔らかさが必要なので、それを割ってつくるということは大変なのだということは誰が考えてもわかることなのですが、そういうことを1つ1つ丁寧にクリアして出来上がったものです。
デザイナーの理想とイトーキの技術力
アンクルムーブはワークチェアとして非常に大事な動きなのですが、大体のメカはすごく大きいのですが、デザイン的には大きいということよりも空間に馴染むということが大事なのでここら辺にもイトーキの知恵が入っていて、デザインというのは もちろん理想形なのですが、イスというものは技術そのものがカタチ、デザインに表出してしまうのですね。なので、単純にデザイナーはこういうふうにしたいということをいっても、技術力がないと実現できないのです。デザインを実現するために非常に技術が重要だったということがこのプロジェクトなのですが、そういう意味でも、イスというものは体に触れる道具なのでちょっとした質感であるとか動きであるとか、心地であるとかが非常に重要なのですが、イトーキの開発というのは単に問題をクリアすることだけではなくて、そういう人間的な感性みたいなところにもアプローチしてくださって、操作部の動く方向とか動き方、肘のスムーズな動き方みたいなところにも技術的な叡智と知恵と工夫が詰め込まれているので、デザインしたイメージをみんなでデザインしクリエーションしたものです。

一見すると非常にシンプルなので分からないかもしれませんが、ある種そういうシンプルなものにエルゴノミックであるとか知見が入っているというのはある種日本的だなとも思うのですが、それによって色々な空間に馴染みアクセプタブルなイスをつくりたい、そういう思いで皆で頑張ってきました。
背面など見る人はいないかもしれませんが、裏面も非常にきれいに仕上がっていたりします。そういうところに360度嘘のないものづくりが象徴されていると思います。
カタチは非常に重要なのですが、最終的には皆さんには色であるとか、素材感であるとか。そういったところも影響してくるのですが、イトーキにはそういうプロフェッショナルな人がいるので品質的なこと、こういったCMF的なことも、私はイスのプロではないので、そういったプロたちを一緒にやりながらデザインをつくっていくのですが、こういう生地はこういう問題があるなどということを聞きながらSHIGAに合うものを探してきました。
出来上がったものをポッと出してお見せしても、なかなか理解しづらいので、こういうクリエイティビティチームをつくって撮影をしたり、このイスの魅力をより伝えられるように動画撮ったりしています。
空間のなかでどういうふうにイスが貢献するか
SHIGAは何百通りにも組み合わせができるのですが、敢えて最初のデビューはこのモノトーンな組み合わせで出しています。それはやはりイスの構造、イスそのものに自信があるので、まずはこの状態を見ていただいて、そこから自分だったらこの色にしようと選んでもらえるようにこういうビジュアルを作りました。
ディティールとかに非常にこだわりがあって、工業製品なのですがすごく私たちのフィーリングに馴染む、なんか気持ちいいね、扱いやすいねとかそういうところ。デザイナーは当然なのですが、ものづくりの人たちがそういうところに共感して色々なアイデアを出してくれるところが一緒にやっていてすごく楽しいところだったですし、できあがってみんなで今日お披露目できてよかったと喜び合っているところです。
デザインとしてはvertebra03があったから色々なシンプルなものが出せたと思うのですが、どうしても新しいものをつくるとびっくりさせたいとか登場感をつくりたいとかいって派手なものをつくりたがるのが少し前の時代にはあったのですが、皆さんそういうものに慣れているので実際は自分の暮らし、自分の働き方にもっていったときにそのイスがどう自分の環境を支えてくれるのかということはとても重要なので、デザインで一瞬の感動をつくって買ってもらうというのではなくて、空間のなかでどういうふうにこのイスが貢献していくかということを考えてデザインしたイスです」などと述べました。
クロストークを展開
クロストーク
続いて
デザインスタジオエス代表 柴田文江氏
イトーキ 商品開発本部 開発企画室 岡本洋子氏
イトーキ 生産本部 第1開発設計部 チェア第2開発設計室 チームリーダー 横山剛士氏
の3名によるクロストークが展開されました。



第3部 ITOKI DESIGN HOUSE SHIGA 見学ツアーを開催
その後
第3部としてITOKI DESIGN HOUSE SHIGA 見学ツアーが開催されました。











【関連記事】
イトーキ、「SHIGA(シガ)」を2025年12月から発売
ミニマムなデザインとエルゴノミクスがかなえる、現代のワークチェア ~静かに佇み、しなやかに支える。プロダクトデザイナー柴田文江氏とイトーキによるワークチェア第2…

イトーキ、滋賀工場発ワークチェア「SHIGA」のイベントを開催
シンプルに見える造形の裏に隠された、デザインと技術の意図 イトーキは、滋賀工場で開発・生産を行う新ワークチェア「SHIGA」の現地イベントを2026年1月23日(金)に実施…

イトーキ、滋賀・近江八幡のチェア工場をリニューアル
人と開発が育つ「ITOKI DESIGN HOUSE SHIGA」へ進化 製造現場を「価値創出の場」へ。多様な人材と外部パートナーが交わり、共創が循環する新たな工場モデルを構築 イトー…

イトーキ、関東工場のオフィスエリアを大規模リニューアル
“働きたくなる工場”へ。 2025年9月11日(木)同工場において報道関係者向けオフィスエリア見学&取材会を開催 イトーキは、2025年9月11日(木)、千葉県千葉市にある関東…

Follow me!

